Сварные двутавровые балки: производство, типоразмеры и применение


Что такое сварной двутавр и когда он нужен
Что такое сварной двутавр и когда он нужен
Горячекатаный двутавр — предсказуемый и дешёвый, но заводские прокатные станы дают фиксированный набор сечений: максимальная высота профиля по ГОСТ 8239-89 — 600 мм, по ГОСТ 26020-83 (серии Б, Ш, К) — до 1000 мм. Как только пролёт перешагивает 18–20 метров или нагрузка требует полки шире 400 мм, конструктор ставит в спецификацию сварной двутавр.
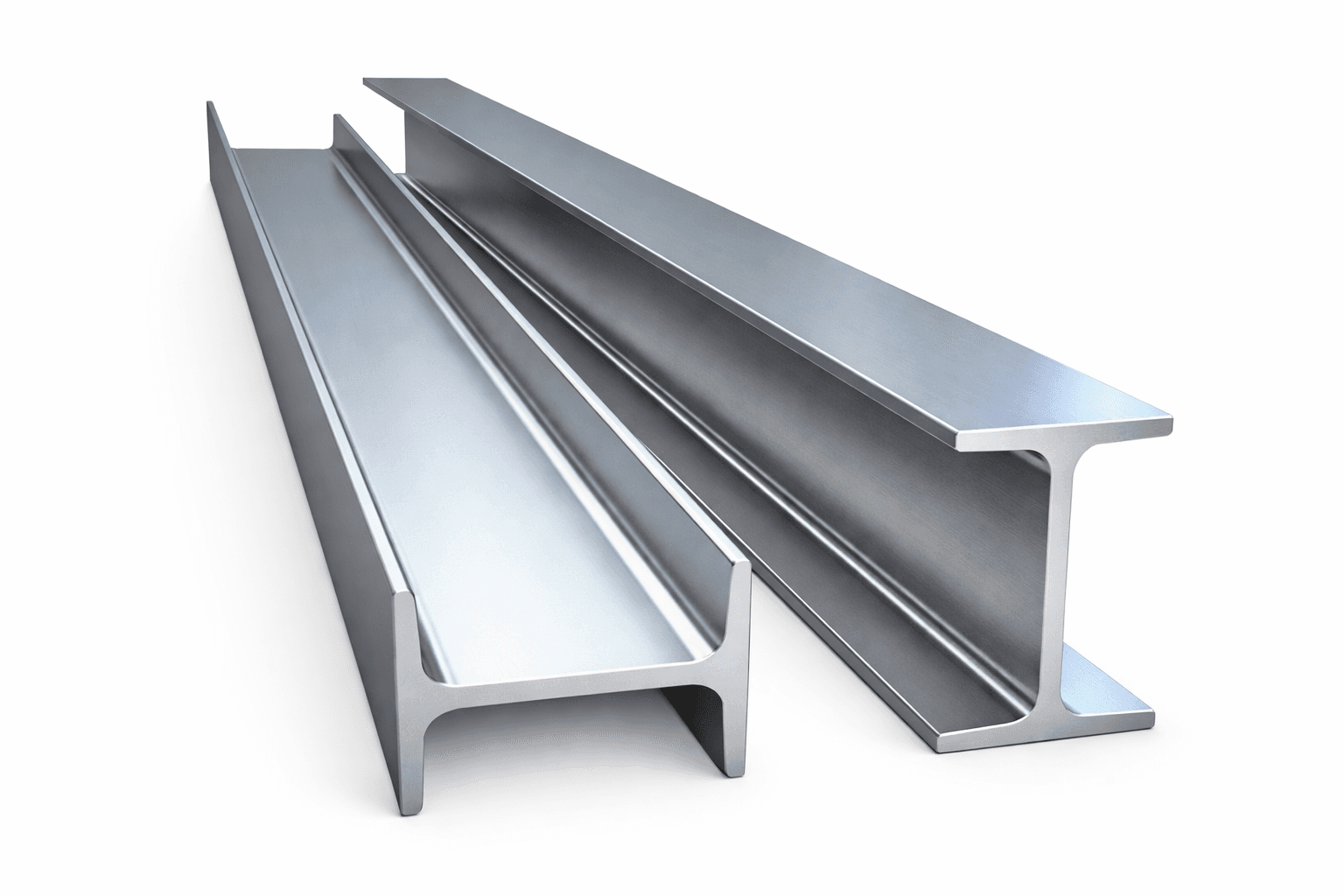
Коротко: сварной двутавр — это балка, собранная из трёх листов (два пояса и вертикальная стенка) на непрерывном сварном шве. Высота — от 300 до 2 500 мм, ширина полки — до 800 мм, сечение — любое под проект. Именно это и отличает его от горячекатаного: не стандартный номер из сортамента, а точный профиль под конкретный пролёт и нагрузку.
Горячекатаный vs сварной: ключевые различия
| Параметр | Горячекатаный (ГОСТ 8239-89 / 26020-83) | Сварной (под проект) |
|---|---|---|
| Высота профиля | До 1 000 мм (серия Ш) | 300–2 500 мм |
| Ширина полки | До 400 мм | До 800 мм |
| Марки стали | С245, С345 — единая по всему сечению | Разные для стенки и поясов, если требует проект |
| Серийность | Типовые номера из сортамента | Уникальное сечение под объект |
| Производство | Прокатный стан, минимум партии от 1 т | Собственные сварщики и листоправильное оборудование |
| Цена за погонный метр | Ниже при типовом сечении | Выше, но снижает массу конструкции на 15–25% |
Где сварной двутавр незаменим
На практике сварной двутавр появляется в спецификации в четырёх случаях: пролёт перекрытия или кровли больше 18 м; нагрузки на балку превышают 40–60 кН/м; нужна полка шире 400 мм под опирание тяжёлых конструкций; конструктор хочет оптимизировать сечение — сделать стенку тоньше, а пояса жёстче, чтобы уйти из зоны потери местной устойчивости без лишнего металла.
Кровельные и подкрановые балки складов, главные балки межэтажных перекрытий производственных зданий, несущие пролёты мостовых кранов — везде там стоит сварной двутавр.
Как выбрать сечение: нормативы и алгоритм

Как выбрать сечение: нормативы и алгоритм
Нормативная база и контрольные параметры
Основной расчётный документ — СП 16.13330.2017 «Стальные конструкции». Он задаёт предельные прогибы (относительные и абсолютные), требования к гибкости стенки, условия потери устойчивости поясов. Марки стали выбирают по ГОСТ 27772-88: С245 (Ст3сп5) — для условно-лёгких балок пролётом до 12 м, С345 (09Г2С) — основная рабочая марка для пролётов 12–36 м, С390 — при экстремальных нагрузках или пролётах > 36 м.
Предельный прогиб по СП 16.13330.2017 для кровельных и межэтажных балок: L/300 (кровля без жёсткого покрытия), L/400 (перекрытия с жёстким полом). Для подкрановых балок нормы жёстче — до L/600 и L/1 000 в зависимости от группы режима работы крана.
Ориентировочные сечения по пролёту
| Пролёт, м | Ориент. высота балки | Марка стали | Строит. подъём |
|---|---|---|---|
| 6–12 | 400–600 мм | С245 / С345 | Не нужен |
| 12–18 | 600–900 мм | С345 | Не нужен |
| 18–24 | 900–1 400 мм | С345 | Желателен |
| 24–36 | 1 400–2 000 мм | С345 / С390 | Обязателен (L/1 000) |
Строительный подъём: почему забывают и чем это кончается
Для балок пролётом от 24 м СП 16.13330.2017 требует предусмотреть строительный подъём (камбер) f = L/1 000 — то есть балку изготавливают с плавным выгибом вверх, который компенсирует упругий прогиб под нормативной нагрузкой. Балка пролётом 30 м должна иметь камбер 30 мм. На нашем производстве это контролируем шаблоном на стеллаже сборки: правим стенку до закрепления поясов, пока листы ещё не схвачены швами.
Если камбер не заложили в чертёж, при полной нагрузке прогиб вместо нормативного L/300 окажется L/200 или хуже — это выход за границу второй группы предельных состояний. Эксперт в такой ситуации потребует либо усиления, либо разгрузки пролёта.
Алгоритм выбора сечения: пять шагов
- Шаг 1. Определите расчётный пролёт и схему опирания (свободно опёртая, неразрезная, консоль).
- Шаг 2. Соберите нагрузки: постоянные (кровля, перекрытие, собственный вес) + временные (снег III район СПб = 200 кгс/м² × коэф. 1,4 = 280 кгс/м² расчётных) + технологические.
- Шаг 3. Назначьте предельный прогиб по СП 16.13330.2017 — L/300 или жёстче.
- Шаг 4. Выберите марку стали: С345 — для большинства объектов СЗФО при температуре эксплуатации до −40°С.
- Шаг 5. Пришлите нам нагрузки и пролёт — посчитаем оптимальное сечение в тот же день.
ГОСТы, контроль качества и типоразмеры нестандарта
ГОСТы, контроль качества и типоразмеры нестандарта
Какие документы требовать при отгрузке
Сварной двутавр изготавливают по рабочей документации проекта или по заводским ТУ. Мы работаем как завод, а не перекупщик, поэтому к каждой партии балок прикладываем полный комплект:
- Сертификат на прокат (листы пояса и стенки) с указанием плавки, марки стали по ГОСТ 27772-88 и результатов механических испытаний.
- Журнал сварочных работ с указанием сварочных материалов и режимов: автоматическая сварка под флюсом выполняется по ГОСТ 8713-79, ручная дуговая — по ГОСТ 5264-80.
- Протокол контроля сварных швов — визуальный + ультразвуковой контроль (УЗК) по ГОСТ 3242-79. Для несущих балок — 100% контроль продольных швов стенки.
- Исполнительная схема с отметкой фактических геометрических размеров: отклонение по высоте профиля ±3 мм, по перпендикулярности полок — ±1° на 300 мм.
Сварные швы: что проверяют на производстве
Угловые швы соединения стенки с поясами — ключевые точки качества балки. Катет шва 6–10 мм в зависимости от толщины стенки; шов выполняется за один проход, автоматом под флюсом. Недопустимы: подрезы глубиной > 0,5 мм, поры диаметром > 1 мм, несплавления. Наш ОТК проверяет каждую балку: длина несплавления более 10 мм на участке в 200 мм — балка идёт на переварку, не на отгрузку.
Помню разговор с монтажником на одном складском объекте в Тосно: принял балки от другого поставщика, ультразвуковой контроль не делали. На третий месяц эксплуатации — трещина в угловом шве на опорной зоне кровельной балки. Аварийное усиление встало в 620 тыс. ₽ и три недели простоя пролёта.
Типоразмеры и нестандарт: реальная гибкость
Мы закупаем листовой прокат тысячами тонн напрямую у комбинатов, поэтому можем варьировать сечения без ограничений сортамента. Стандартная линейка сварных двутавров на нашем производстве: высота 300–1 800 мм с шагом 50 мм, ширина пояса 120–600 мм, толщина стенки 6–16 мм, толщина пояса 10–40 мм. Нестандарт — например, несимметричный двутавр с разными поясами — делаем по рабочим чертежам заказчика. Минимальная партия — 1 балка.
Ошибки при заказе и реальный кейс

Ошибки при заказе и реальный кейс
Ошибка 1. Заказали С245 вместо С345 для пролётов > 18 м
Снижение расчётного сопротивления с 325 до 240 МПа означает, что при той же нагрузке сечение должно быть крупнее — или балка не пройдёт по прогибу. На объекте это обнаруживается на стадии монтажа: балки пришли, сечение меньше проектного, пересогласование с проектировщиком и перезаказ новой партии. Итог: +180–350 тыс. ₽ к смете и задержка 3–4 недели — срыв графика монтажа кровли.
Ошибка 2. Не затребовали протокол УЗК сварных швов
«Визуально — ровный шов, зачем ультразвук» — стандартная логика при закупке у поставщика-перекупщика, который не знает, где варили балки. Внутренние несплавления в угловых швах не видны глазом: под нагрузкой дают трещину в сварном соединении стенки и пояса. Аварийное усиление несущей кровельной балки в смонтированном здании: от 400 до 700 тыс. ₽ плюс экспертиза и простой.
Ошибка 3. Не заложили строительный подъём для пролёта 28 м
Балка пролётом 28 м без камбера при нормативной нагрузке даёт прогиб порядка L/220 вместо допустимого L/300. Кровельный ковёр начинает накапливать воду в лотках, через два сезона — протечки. Выход: экспертиза технического состояния конструкций, монтаж дополнительных ребёр жёсткости или частичная замена балок. Стоимость устранения — 190–370 тыс. ₽ на один пролёт.
Ошибка 4. Перепутали в спецификации серию: заказали горячекатаный 50Ш1 вместо сварного
Типовая путаница при переносе данных из ПО в заявку. 50Ш1 — горячекатаный, высота 499 мм, полка 300 мм. Сварной той же высоты по проекту имел полку 380 мм — шире, чтобы нести прогоны с большим шагом. Пришлось делать дополнительные опорные подкладки и переваривать крепёж прогонов прямо на строительной площадке. Непредвиденные расходы — 120–200 тыс. ₽.
Кейс: складской комплекс 120×72 м в Ленинградской области
Для кровельных балок склада с пролётом 18 м (шаг колонн по продольной оси 6 м) мы изготовили 108 сварных двутавров В700×300 (стенка t = 8 мм, пояс 300×14 мм, сталь С345 по ГОСТ 27772-88), общая масса 74 т. Балки поставлены с камбером 14 мм под расчётную нагрузку кровельного пирога 180 кгс/м². Отгрузка — 4 рейса манипуляторами, укладка в сборку заняла 4 рабочих дня. Подробнее о производстве сварных металлоконструкций
Завод, а не перекупщик: не только двутавр
Завод, а не перекупщик: не только двутавр
Почему завод отличается от перекупщика при заказе сварных балок
- Своя сталь, своя плавка. Мы закупаем листовой прокат тысячами тонн напрямую у металлургических комбинатов — сертификаты на каждую плавку в нашем архиве, не «по запросу у третьей стороны».
- Собственные сварщики с аттестацией НАКС. Автоматическая сварка под флюсом на нашем оборудовании — тот же режим, та же скорость, тот же флюс на каждой балке серии. Перекупщик не знает, кто и как варил.
- ОТК с протоколами. Визуальный и ультразвуковой контроль швов — не опция, а стандарт. Отгружаем только то, что прошло контроль, с протоколами на руках.
- Нестандарт под ваш чертёж. Несимметричные сечения, переменная высота по длине балки, опорные ребра и монтажные отверстия в заводских условиях — без подрезок на объекте.
Не только двутавр: металл + готовое изделие из одних рук
Если в проекте кроме балок нужны прогоны, фахверки, колонны или кровельные фермы — мы производим весь комплект. Один поставщик, одна транспортная партия, один комплект документов для приёмки. Подайте нам ведомость или осевую схему — за 1 рабочий день вернём спецификацию с ценой и сроком.
Рассчитать стоимость комплекта Отправить чертёж на просчёт
Смотрите также: металлические прогоны и металлические фахверки — как правило, монтируются вместе с двутавровыми балками.
Частые вопросы
Чем сварной двутавр принципиально отличается от горячекатаного по ГОСТ 8239-89?
Горячекатаный двутавр прокатывают через валки как единое изделие — сечение фиксировано сортаментом, максимальная высота по ГОСТ 8239-89 составляет 600 мм. Сварной двутавр собирают из трёх листов (два пояса и стенка) на угловых сварных швах, поэтому высота может достигать 2 500 мм, а ширина полки — 800 мм. Ещё одно отличие — возможность использовать разные марки стали для стенки и поясов, что позволяет оптимизировать вес при тяжёлых нагрузках. Минус сварного — он дороже при стандартных сечениях, которые есть в прокате.
Какой пролёт считается граничным для перехода с горячекатаного на сварной двутавр?
Практическая граница — 12–18 м в зависимости от нагрузки. При пролёте до 12 м горячекатаный ГОСТ 26020-83 серии Ш или Б, как правило, перекрывает нужное сечение по прочности и прогибу. При 18 м и более высота профиля, которая требуется по расчёту СП 16.13330.2017, уже выходит за рамки стандартного сортамента — и единственный путь без заказа специального проката — сварной двутавр. При пролётах свыше 36 м разумнее рассмотреть фермы: они легче при тех же нагрузках.
Из какой стали лучше заказывать сварные двутавры для условий Санкт-Петербурга?
Для большинства объектов СЗФО оптимальна сталь С345 по ГОСТ 27772-88 (аналог 09Г2С). Расчётное сопротивление 325 МПа, рабочий диапазон — до −40°С без потери вязкости. С245 (Ст3сп5, расчётное 240 МПа) применяют для вспомогательных и малонагруженных элементов при пролётах до 12 м. С390 нужна при нагрузках выше 80–100 кН/м на пролётах 24 м и более — в типичном складском или промышленном здании встречается редко. Выбор марки фиксируйте в рабочих чертежах со ссылкой на конкретный ГОСТ.
Что такое строительный подъём (камбер) и нужен ли он при любом пролёте?
Строительный подъём — предварительный выгиб балки вверх, компенсирующий упругий прогиб под нормативной нагрузкой. По СП 16.13330.2017 его назначают при пролётах от 24 м: величина камбера f = L/1 000. Для пролёта 30 м это 30 мм вверх от оси. При меньших пролётах прогиб под нагрузкой обычно не превышает L/300, и камбер не нужен. Если пропустить камбер при пролёте 28–36 м, балка под рабочей нагрузкой осядет ниже предельного значения — потребуется экспертиза и усиление.
Какие документы должны сопровождать партию сварных двутавров?
Минимальный комплект: сертификат на листовой прокат (марка, плавка, результаты механических испытаний по ГОСТ 27772-88), журнал сварочных работ с режимами и присадочными материалами (по ГОСТ 8713-79 для автоматической сварки или ГОСТ 5264-80 для ручной), протокол контроля качества швов (визуальный + УЗК по ГОСТ 3242-79) и исполнительная схема с замерами геометрии. Требуйте эти документы до отгрузки — перекупщик, как правило, не может их предоставить, потому что не знает, кто и на каком оборудовании варил партию.
Можно ли заказать несимметричный двутавр или балку с переменной высотой?
Да. Несимметричный двутавр — с верхним и нижним поясами разной ширины или толщины — изготавливаем по рабочим чертежам заказчика. Балку с переменной высотой (например, с клиновидной стенкой под уклон кровли) также делаем: вырезаем стенку по шаблону на машине плазменной резки, собираем на стапеле. Минимальная партия — от 1 штуки, срок изготовления зависит от загрузки производства и наличия листа нужной толщины на складе в СПб.
Как быстро УралМеталл может изготовить и отгрузить сварные двутавры?
Стандартная партия до 20 балок типового сечения — 7–10 рабочих дней с момента согласования чертежей и предоплаты. Нестандарт (переменная высота, несимметричный профиль, отверстия под монтаж) — 12–18 рабочих дней. Отгружаем с нашей базы в СПб манипуляторами грузоподъёмностью до 20 т; возможна доставка на объект в Ленобласти и СЗФО собственным транспортом. Для срочных заказов — уточняйте: если листовой прокат есть на складе, сроки можно сократить.
Итого
Сварной двутавр — это не «более дорогой» двутавр, а инструмент, который появляется в спецификации там, где горячекатаный сортамент заканчивается: пролёты от 18 м, нестандартная нагрузка, точное сечение под проект. Ключевые параметры выбора — расчётный прогиб по СП 16.13330.2017, марка стали по ГОСТ 27772-88 и наличие протокола УЗК на сварные швы при отгрузке.